免费建立商铺,与百万浙商做生意!
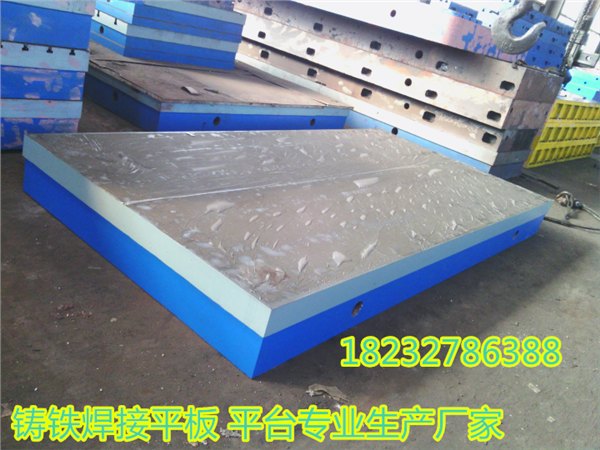
定做加工大型检验平台平板1000*1500组合拼装钳工平台平板
检验平台\钳工平台工作面采用刮研工艺,工作面可以设计圆孔,长方孔,方孔,T型槽,U型槽,V型槽.铸铁平台在使用时要先进行安装调试,然后把检验平台\钳工平台的工作面清理干净,在确认没有问题的情况下使用,使用过程中,要注意避免工件和铸铁平台的工作面有过激的碰撞,防止损坏检验平台\钳工平台的工作面检验平台\钳工平台工件的重量不能超过检验平台\钳工平台的额定载荷,否则会造成工作质量降低,损坏检验平台\钳工平台的结构,甚至会造成检验平台\钳工平台变形,使之无法使用。
检验平台\钳工平台精度:按国家标准计量检定规程执行,分别为1、2、3、精刨四个等级。一般焊接工作中精刨检验平台\钳工平台是主要采购对象。
使用时用水平仪调整到水平,使支点均匀分布各支点上,使用时小心, 严防碰撞,用完后擦净,涂无水酸性的防锈油,覆盖防潮纸,置于清洁干燥处存放,检验平台\钳工平台在安装调试后,把工作面擦拭干净,在确认没有问题的情况下使用 ,才能更好的保证检验平台\钳工平台精度。
检验平台\钳工平台材质:高强度铸铁HT200-300工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度或自然时效2-3年)使检验平台\钳工平台的精度稳定,耐磨性能好。
检验平台\钳工平台规格:1000x1000—3000x6000,(特殊规格根据需方图纸制作。)
检验平台\钳工平台时上边一般会有孔,这种孔大概分为两种分别是气孔和缩孔,灰铁铸造的过程中气孔和缩孔在形成的过程中是不一样的,采用的控制方法也不同,气孔在成型中大概分为:型砂水分高、型砂的透气性能差、铸型的硬度高、型砂的微粉含量高、铸型的气体通量小、浇冒口设计不合理、树脂砂造型时树脂的用量大、树脂的质量差、浇铸速度快等。控制检验平台\钳工平台气孔与缩孔方法:是选择透气性能好的型砂、降低型砂的水分含量、降低型砂的微粉含量、降低铸型的硬度、加强铸型的透气性能、合理的设计浇冒口、合理的掌握树脂的用量、注意树脂的质量、降低浇铸速度、在不影响检验平台\钳工平台铸件质量的情况下降低浇铸温度。
检验平台\钳工平台的检收检测方式:
1、用水平仪检定时,检验平台\钳工平台本身为测量基面,其放置应稳定用自准直仪检定时,铸铁焊接平台不在同一刚体上.仪器支架牢固性尤为重要。
2、所以检定规程要求检定场地应牢固稳定,检定地点应避免振动。
3、工厂常将小检验平台\钳工平台置于钳工台或桌子上,牢固稳定性差。
4、检定人员在检验平台\钳工平台附近的走动、检定工具在检验平台\钳工平台上的 移动,都会产生不同的重力,使检验平台\钳工平台的空间位置发生变化,测量结果不可靠。
5、所以检定这类检验平台\钳工平台时,检验平台\钳工平台应移至牢固稳定的场地上,避免重力变化对测量结果的影响。
更多检验平台\钳工平台的详细说明,图片参考:btdgjx/ztpbpt/29.html
