免费建立商铺,与百万浙商做生意!
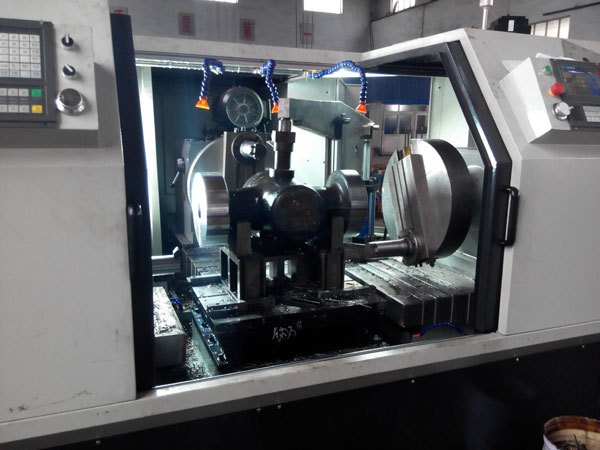
阀门双面机床依靠大量的机械、电气、电子、液压、气动装置来实现运动和循环,由传动装置、动力装置、执行机构、辅助机构和控制系统联合在一起,形成统一的工艺综合体。它包括以下几部分: 1、阀门双面机床支承及定位部分连接机床上各部分并使刀具与工件保持正确的相对位置。床身、主轴箱,支架等属支承部件;导轨、卡盘、滑块、刀具和夹具的定位元件属定位部分。 2、阀门双面机床运动部分为加工过程提供所所需的切削运动和进给运动。包括主运动传动系统、进给传动系统以及液压进给系统等,以保证工艺参数所需的切削速度、进给量的实现。如车床主轴箱内主传动系统带动主轴实现运动,进给箱内进给系统的运动给卡盘从而带动滑块带动刀架运动。 3、阀门双面机床动力部分即加工过程和辅助过程的动力源,如带动机械部分运动的电动机床和为液压、润滑系统工作提供能源的液压泵等。在阀门数控机床上加工零件,工序可以比较集中,一次装夹应尽可能完成全部工序。数控加工要求工序尽可能集中。常常粗,精加工在一次装夹下完成,为减少热变形和切削力变形对工件的形状,位置精度,尺寸精度和表面粗糙度的影响,应将粗,精加工分开进行。对轴类或盘类零件,将各处先粗加工,留少量余量精加工,来保证表面质量要求。同时,对一些箱体工件,为保证孔的加工精度,应先加工表面而后加工孔。 数控加工中,为减少换刀次数,节省换刀时间,应将需用同一把刀加工的加工部位全部完成后,再换另一把刀来加工其它部位。同时应尽量减少空行程,用同一把刀加工工件的多个部位时,应以短的路线到达各加工部位。 hbyc982