免费建立商铺,与百万浙商做生意!
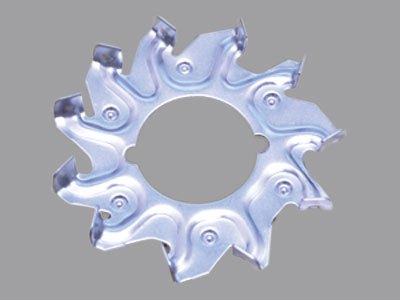
风扇叶是汽车发电机产品中的一个主要零件,由于产品性能和结构的需要,叶片形状复杂。在采用板材冲压零件时,外形落料尺寸确定、冲凸成形回弹、弯曲变形开裂等问题都会影响到零件的成形和尺寸精度。 笔者通过对十几种汽车发电机风扇叶零件的模具开发,初步摸索到一些材料变形规律和弯曲长度展开与模具结构之间的关系,现就此问题进行阐述。 风扇叶结构材料:SPCC-UZ镀锌钢板)和08冷轧钢板,厚度1.2mm,工作转速2000转/min。 风叶从外观看,叶片特点为不等分布,筋和外形边离压弯线都较近,弯曲线呈直线、外圆弧、内圆弧3种形状。压弯后叶片外侧竖边为直线并要求与底面垂直,高度公差一般要控制在0.5mm以内,且不可成凸形。对风扇叶的平衡性能要求严格,所以对确定落料尺寸展开和压弯成形、尺寸精度控制、成形的稳定性,在冲压工艺及模具设计上显得重要。 风扇叶冲压工艺方案为:落料冲孔一压筋冲凸点一压弯冲中心孔。由于该零件落料形状为不规则且压弯线成圆弧,使落料工序尺寸计算很难一次确定,所以采取先制造工序2压筋冲凸点和工序3压弯冲中心孔模具。对工序1落料冲孔采取线切割方式,制作备件,供调模试验。在压弯线为直线时,落料尺寸可按照一般压弯件来确定,而对于压弯线为内圆弧形和外圆弧形时,则不能按压弯件的计算方法来确定落料尺寸,而应将其视为平面翻边。 这是因为: 1)当压弯线为内凹曲线时,则板料变形区内切向拉应力和切向伸长变形沿全部翻边线的分布是不均匀的,在远离边缘部位较大,而在边缘的自由表面上的切向拉应力和切向伸长变形都为零,切向伸长变形对板料高度方向上的变形的影响大小,沿全部翻边线的分布也是不均匀的,假如这时采用宽度一致的落料形状,翻边的零件的高度就不是平齐的,而是两端高度大中间高度小。另外,竖边的端边线不垂直,而是向内倾斜成一定的角度,为了得到平齐一致的翻边高度,应在落料毛坯两端对叶片落料形状做一些必要的修正。 2)当压弯线为外凸曲线时,由于切向压应力和压缩变形沿翻边线的分布是不均匀的,因此翻边后的竖边中间高两端低,而且两端的边缘线也不与零件平面垂直而向外倾斜。为了得到竖边高度平齐而两端边线垂直的零件,也对落料毛坯的形状做必要的修正,修正的方向恰好与内凹曲线翻边相反。