免费建立商铺,与百万浙商做生意!
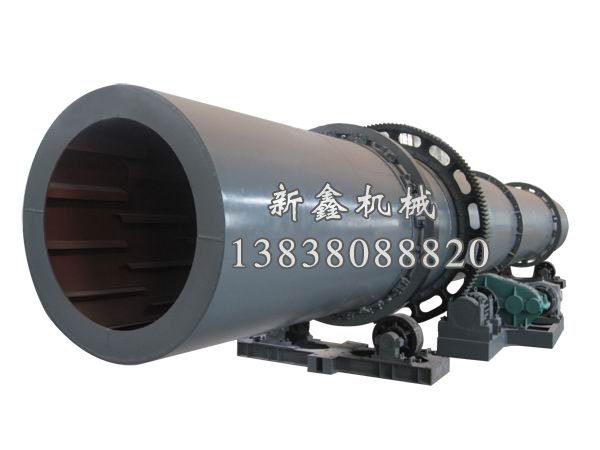
沙子烘干机属于滚筒型的烘干设备,筒体由全锰钢铸造,虽说非常耐高温,但是时间长了,也害怕高温,江西一位朋友的沙子烘干机就因为高温的因素,筒体出现了变形撕裂,导致无法正常生产。为了避免其它用户的沙子烘干机也出现这种问题,今天在这里河南沙子烘干机厂家-新鑫机械教你一套让沙子烘干机筒体不惧高温的改造方案。
一.改造方案
整套改造方案包括沙子烘干机的筒体端部,筒体及护板三个部分:
1.对筒体端部的改造主要是浇注PA-80钢纤维料。浇注方法:采用整体连续浇注法,浇注料厚度大于200mm。膨胀间隙:在锚固件上缠塑料带,在圆周上设置6-8条轴向胀缝,缝宽3-5mm,养护:自然养护。
2.筒体与护板联结螺栓孔加大且后移,预防应力裂纹,筒体外圈增设反外圈变形加固圈,按筒体损坏实况确定更换长度。
3.护板改24快为36快且加大螺栓,提高护板定位可靠度,采用回转窑窑口端部易浇注耐热混凝土的正“丁”字形新结构形式。
二.方案实施流程
根据沙子烘干机筒体端部空间位置实况,在充分权衡筒体整体更换和环向分解四等份分体更换利弊的基础上,认为作为悬臂支点的端部采取环向分解挖补性更换筒体不存在太大风险,其实施方法要点如下:
1.新筒体的分解
新筒体分解的重点应突出解体前按筒体端部尺寸确定分解尺寸和切割前各弦上的反应变形措施。
2.筒体的对接
采取环向分解四等份在摇头罩内对接筒体的办法,其难度在于环境、纵缝和中心线的同时找正,除环缝使用找正定位的搭接板、对接螺栓、压板外,纵缝应使用弧形搭接板,另外,在沙子烘干机筒体端部纵缝上还应使用封口板。只有这样,才能保证解体筒体对接精度的提高。
3.焊接方法
焊接方法采用手工焊,焊条选材为J427.
操作程序:找正后内缝全部施焊(包括环纵缝)——筒外找正件切除——外破口气刨——外缝施焊(先环缝后纵缝)——筒内找正件切除——内坡口气刨——内缝焊接(先环缝后纵缝)——端部封口板切除——端缝坡口气刨——端缝施焊——复核找正精度。
4.寒风检验
检验方法采用超声波探伤,验收标准采用GB11345-89,3Ⅲ级以上即可。
通过实施以上改造方案,真正实现了耐热衬对沙子烘干机筒体和护板的有效保护,基本消除了使筒体端部提前外翻变形的客观因素。友情提示:该改造方案难度较高,需由专业技术人员实施,非技术人员切勿尝试。
沙子烘干机http://www.szhongganji.com
卧式木屑烘干机http://www.jmhgj.com
联系人:李经理 销售热线:13838088820