载入中……
[供应]全自动汽车车门限位器装配流水线
- 产品产地:合肥
- 产品品牌:合肥百川
- 包装规格:BC-I
- 产品数量:1
- 计量单位:套
- 产品单价:45
- 更新日期:2024-08-29 18:33:09
- 有效期至:2025-08-29
-

-
- 收藏此信息
全自动汽车车门限位器装配流水线
详细信息
1、概述
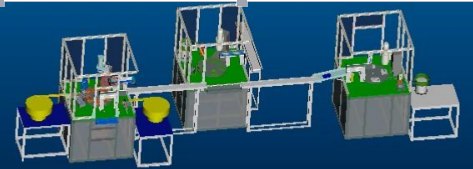
汽车限位器装配线,用于xxx_汽车限位器的装配。主要功能组成有:限位盒装配,推杆装配,限位器总成装配。三种功能分别由三套专机组成,中间由输送带连接进行物料转运。装配动作分为自动供料,人工辅助装配,自动出料和成品自动转运。
整个装配线3名工人装配,每台专机一个人操作,每台专机主体部分为旋转工作台,人工辅助装配后,放到旋转工作台专机随动夹具上,开始后面的装配。设计机器效率为8秒/件,日产量3600件限位器总成(具体时间受到工人熟练程度影响)。
2 限位盒总成装配
2.1 限位盒座注油和手工辅助装配
限位座由振动盘自动上料到固定位置,由注油工装在限位盒座上固定位置注油,然后由气动机械手直接送到旋转工作台的随动夹具上。
限位盒座装到随动夹具上后,工人辅助装上滑块和弹力橡胶件在限位盒座内。双手按下启动按钮,旋转工作台开始转动,进入下一注油工序。
技术要点:
限位盒座由振动盘自动供料到指定位置,需要准确定位。
物料定位后,由传感器检测到后,注油工装直接在物料指定位置注油。
气动机械手直接将注完油的限位器盒座装到随动夹具上。
限位器盒座工装夹具
注油系统:物料定位后,自动注油
气动机械手:
1.振动盘出料后,机械手先取料放到注油工装;
2.注油完成后,机械手再取料放到随动夹具;后手动装入滑块、橡
胶,物料安装和放置要有传感器监视。
2.2 注油
上道工序完成的装配件,旋转到本工位后,自动注油专机在物料上规定的位置定量注油。同时将滑块和弹性橡胶块压牢固。
技术要点:定量注油。
2.3 安装盒盖
限位器盒盖由振动盘自动上料,并排序好到固定位置;再由气动机械手取料安装到上道工序完成的物料总成件上。
技术要点:限位盒盖由振动盘自动供料到指定位置,需要准确定位。
物料定位并由传感器检测到后,气动机械手直接将限位器盒盖装到组件上,装配要精确。
物料安装和放置要有传感器监视。
2.4 总成焊接
这道工序是对上道工序完成的限位器装配总成件进行冲压装配,焊接牢靠。
技术要点:大电流电阻焊,快速焊接完成焊接过程要有安全保护。
2.5 自动排料
当旋转工作台进入到本工位后,气动机械手取下限位器总成件,放到转运输送带上进入下道工序装配。
技术要点:气动机械手取料准确牢靠输送带动行平稳,输送带边上设置有检测传感器。
3 推杆组件装配
3.1 推杆组件预装
人工分别将限位器安装座和推杆放到预装专机上,按下启动键后,装配专机开始工作,将推杆和安装座装配到一起,同时装到销轴。完成预装后的组件,工人取下放到旋转工作台的随动夹具上,按下启动按钮,旋转工作台开始转动,进入下一工序。
技术要点:锁轴自动供料并打销装配专机要做到上料方便,取料简单,工作稳定。
机械手:
对上道工序完成合格的物料进行抓取并放到输送带上,传送到下一工位;
自动打销机构:将推杆、底座、销轴三者固定成
定位机构:锁轴排序,定位
3.2 铆接
上道工序完成的预习装总成件被转移到本工位,开始对销轴进行铆接。
技术要点:铆接平稳,采用液压径向铆接机。
3.3 铆接高度检测
本道工序是对铆接后铆点高进行检测,是否铆接合格和变动。
技术要点:铆点高度检测精度要高,测量数值平稳。
将成整理后的推杆、底座、销轴放到转盘随动夹具上
3.4 自动排料和分检
当旋转工作台进入到本工位后,气动机械手取下推杆组件到滑料槽内,前道工序检测合格的组件由滑料槽滑到合格品输送带上,进入下一工序操作,不合格件从滑料槽的漏料口进入到不合格品箱。
技术要点:气动机械手取料准确牢靠;滑料槽设置漏料口,当有不合格件时,漏料口打开,总成件进入到不合格品箱。正常情况下,漏料口封闭,合格的组件则滑入到合格品输送带上。
4 限位器总成装配
4.1 限位盒组件与推杆组件预装
人工取限位盒组件和推杆组件预装在一起,放到预装专机上,按下启动按钮,开始压紧装配。
技术要点:压装专机的压装行程可调。
4.2 缓冲垫预装及人工上料
手工在装配好的组件上预装到缓冲垫及盖子,将装配好的组件放到旋转工作台的随动夹具上。双手按下启动按钮,旋转工作台开始转动,进入下一工序。
技术要点:物料分布合理,工人取放自如;要有安全设置,无安全隐患,设置双手启动按钮和安全光栅。
4.3 缓冲垫压装
上道工序完成操作后,旋转工作台工作,开始第二工位操作,压装专机将缓冲垫压装到位。
技术要点:压装专机的压装行程可调。
4.4 阻挡销安装
这道工序是在上道工序完成的组件上,自动装上阻挡销。
技术要点:阻挡销自动上料;专用打销机将阻挡销压装到总成件上。
4.5 阻挡销墩粗
这道工序是将上道工序装本完成阻挡销墩粗,达到与总成件装配牢靠的目的。
技术要点:
墩粗压力机主体驱动力由气液增压缸实现,要求压力平稳;
墩粗时的承载力不能加在分度盘上。
4.6 自动排料
当旋转工作台进入到本工位后,气动机械手取下装配好的限位器总成件,放
入到成品件专用滑料槽内,直接进入到成品料箱:
技术要点:
气动机械手取料准确牢靠;
滑料槽平滑,角度不能过大,注意滑落冲击时对物料的损伤。
5、设备配置工艺说明
5.1 机械制造
三专机架体基座部分均采用方钢焊接,表面喷涂防护漆,上部为铝合金型材搭建。整体采用嵌入式设计,电控和气控柜嵌入在架体内部,节省空间同时要求方便检修。
所有使用的专用夹具均采用优质碳素钢材制作,经过表面防锈和金属工艺处理。所有夹具均为独立的模块化设计,与基础部分采用定位销和螺栓固定,方便快速更换和维护。
5.2 控制系统
旋转工作台装配专机采用触摸屏和PLC控制,整个控制系统闭环控制,所有动作均有相应的传感器适时跟踪,对没达规定动作执行情况,系统会同时发出声光报警,并有相应的故障提示信
同类型其他产品
免责声明:所展示的信息由企业自行提供,内容的真实性、和合法性由发布企业负责,浙江民营企业网对此不承担任何保证责任。
友情提醒:普通会员信息未经我们人工认证,为了保障您的利益,建议优先选择浙商通会员。