免费建立商铺,与百万浙商做生意!
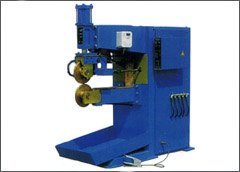
缝焊规范由下列参数决定:形成焊缝的焊点间距、滚盘压力、滚盘直径及工作部分的侧面形状、焊接周期(在断续焊接时电流每次脉冲和间歇的时间)、焊接速度及焊接电流的强度。另外,工件的电阻对焊缝质量也有很大的影响,电阻的大小决定于被焊材料的性质、工件表面的准备、毛坯装配的精确度等。缝焊机转动导电部份采用内嵌式银瓦结构,导电座内全密封性油浸式导电和润滑,采用内部强制冷却,增强了导电轴的冷却效果。提高导电率的同时有效的防止轴瓦的“咬死”现象,转动灵活。缝焊机有纵焊和横焊两种形式。缝焊机适焊汽车油箱及低碳钢、不锈钢等材料的盆、桶、筒及密封薄壁容器的焊接,采用气缸垂直加压方式,压力调节方便,精确,采用三相变频调速电机驱动,焊接速度调整方便、稳定、可靠性高。驱动方式可以根据用户需要来确定上电极或下电极主动,大大地方便了用户选用。缝焊机的采用三相电机变频调速驱动,焊接速度均匀,调节方便,稳定。缝焊机回路均采用内部冷却,焊轮部份采用外冷却方式。缝焊机根据不同的厚度,不同的工件形状大小,焊接源的不同可分为通用名"纵缝自动焊机",琴键式气动压紧工件,焊枪自动行走。焊接源可根据厚度选用氩弧焊机,co2气保焊机,等离子焊机。焊接厚度0.3~6mm厚。可用于平板对接,圆筒直缝。主要用于化工容器类级别的大型圆体的直缝焊接。
河北东光奥特焊接设备厂
电话:0317-7761734
传真:0317-7761734
手机:15226643466
18631716292
15033360734
联系人:解经理
邮箱:294308602@qq.com
网址:www.hbathj.com
邮编:061600
地址:河北省东光县城北王交工业园区
