免费建立商铺,与百万浙商做生意!
批发铸铁刮研1级检验平台 钳工检验测量平台工作台规格齐全
检验平台\钳工检验平台精度:按国家标准计量检定规程执行,根据客户要求可加工为1级2级、3级、精刨。
检验平台\钳工检验平台表面处理:工作面机床加工T型槽,也可带螺栓孔,表面采用人工铲刮保证平面精度,非加工面去除型砂,并涂上防锈漆。
检验平台\钳工检验平台执行标准技术参数:
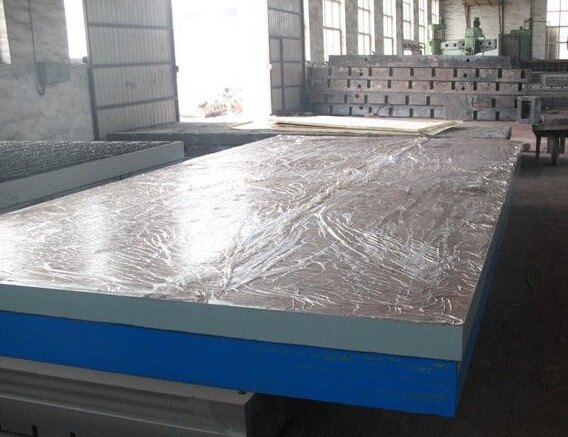
1、检验平台\钳工检验平台的用途:检验平台\钳工检验平台的另一种叫法,外观基本上是箱体式,工作面有长方形、正方形或圆形,材料为高强度铸铁HT200-300,球墨铸铁QT400-600,检验平台\钳工检验平台的工作面采用刮研工艺,工作面上可加工V型槽、T型槽、U型槽、燕尾槽、圆孔、长孔等,检验平台\钳工检验平台是用于工件、设备检测、划线、装配、焊接、组装、铆焊的平面基准量具。
2、检验平台\钳工检验平台的制造标准:铸铁平台按国家标准GB/T 22095-2008制造。
3、检验平台\钳工检验平台的规格:工作面整体规格最大为4米×8米,大于此规格可以多块拼接,铸铁平台单件最大重量可达80吨。
4、检验平台\钳工检验平台的精度:按国家计量检定规程JJG117-2005《铸铁平台检定规程》检验平台\钳工检验平台分为00级,0级,1级,2级,3级,精刨级。
5、检验平台\钳工检验平台平面度计算公式:
000级:1×(1+d/1000) 1级:8×(1+d/1000)
00级:2×(1+d/1000) 2级:16×(1+d/1000)
0 级: 4×(1+d/1000) 3级:40×(1+d/1000)
检验平台\钳工检验平台生产铸造一般选用的是灰铸铁HT200-HT250材质,铸造加工完成.HT200材质,与HT250材质存在较大差异,在检验平台\钳工检验平台的抗拉强度、检验平台\钳工检验平台的抗腐蚀程度等都有很大提高,所以在选材不同的情况下,检验平台\钳工检验平台的成本有非常大的差距。
1.在检验平台\钳工检验平台上安放工件时应轻放,防止检验平台\钳工检验平台表面被撞击,一旦检验平台\钳工检验平台表面受到工件或其他物体撞击,应马上把受到撞击而凸起的部分修复。
2.决不可以在检验平台\钳工检验平台表面做任何需要锤击的工作。
3.检验平台\钳工检验平台用完后,应擦干净,较长时间不用应涂上防锈油,防止锈蚀。
4.应尽量做到检验平台\钳工检验平台各处均匀使用.避免局部磨凹。
5.要经常保持检验平台\钳工检验平台的清洁,以免检验平台\钳工检验平台平面被铁屑、砂子等杂质磨坏。
6.为了防止检验平台\钳工检验平台发生有害的变形,在发装检验平台\钳工检验平台时,要将支承支在主支点处,支承时,尽量将检验平台\钳工检验平台的工作面调整到水平面内。
7.为了防止检验平台\钳工检验平台发生永久变形,检验完毕或划线完毕后,要把工件抬下来,不得长时间放在检验平台\钳工检验平台上。
8.使用完毕,要及时擦净检验平台\钳工检验平台的工作面,然后涂上一层防锈油,如果比较长时间不用,最好涂上一层黄油,然后铺一层白纸。
9.最好用木板制作的一个专用罩,不用检验平台\钳工检验平台时,用罩子将检验平台\钳工检验平台罩住,严禁水滴在检验平台\钳工检验平台上。
10.检验平台\钳工检验平台要实行周期检定,检定周期要根据使用的具体情况确定,一般为1年。
11.在使用检验平台\钳工检验平台的过程中要注意不要在潮湿,有腐蚀、过高和过低的温度环境下使用和存放。
更多检验平台\钳工检验平台的详细说明,图片参考:http://www.btdgjx.com/ztpbpt/29.html
