免费建立商铺,与百万浙商做生意!
2000*4000加厚款铸铁平板平台 钳工T型槽铸铁平板生产厂家
铸铁平板的用途:铸铁平台可以用于检验机械零件平面度,平行度,直线度等形位公差的测量基准,也可用于精密零件的划线和测量,实验,铆焊,焊接,基础,工作台等,工作面采用刮研工艺,工作面可以设计圆孔,长方孔,方孔,T型槽,U型槽,V型槽.
铸铁平板材质:高强度铸铁HT200——300,经过两次人工处理(人工退火600度——700度和自然时效2——3年)使检验平台\铸铁检验平台的精度稳定,耐磨性能好.
铸铁平板的材质:HT200-300,铸铁平板按国家GB7947-1999标准制造.铸铁平板精度等级有0,1,2,3,级及精刨,铸铁平板制成筋板式和箱体式,工作面有长方形,正方形或圆形.工作面采用刮削工艺,工作面上可加工V形,T形,U形槽和圆孔,长孔等.
铸铁平板规格:(特殊规格可以按用户要求设计生产)
100mm×200mm————————————-400mm×400mm(本规格适用于研磨压砂铸铁平板)精度为0级,1级,2级.
400mm×600mm————————————-1500mm×2500mm(本规格适用于人工刮研铸铁平板)精度为1级,2级,3级.
1500mm×3000mm——————————2000mm×3000mm(本规格适用于人工刮研铸铁平板)精度为2级,3级,精刨.
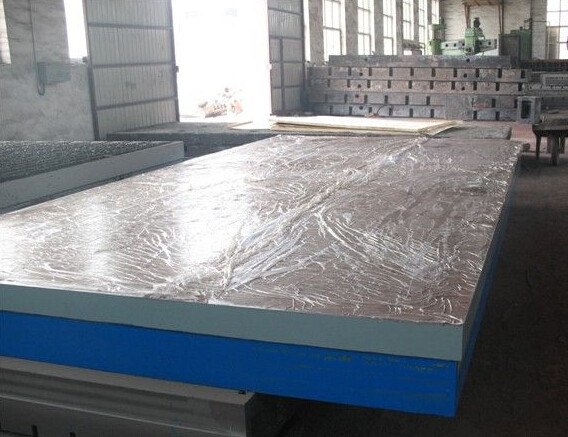
2000mm×4000mm——————————3000mm×10000mm/4000mm×8000mm精度为3级和精刨.
铸铁平板包装:铁板包装和木制包装两种形式,铸铁平板表表用塑料膜封装,这种包装适于铸铁平板内陆运输,并有良好的防潮、防震、防锈和防野蛮装卸等保护铸铁平板的措施,以确保安全运抵现场。
铸造铸铁平板时需要注意事项:
1、首先铸造碾砂过程当中要控制好,型砂的性能将直接关系着铸铁平板量具铸件的好坏质量,因此型砂应该具备有很好的透气性,湿强度、流动性、可塑性和退让性等。
2、严格按照加料顺序:旧砂-新砂-粘土-水,混碾时间定在6~7min,混碾后进行约5h左右调匀。铸造浇注过程的控制,浇注前要对铸水进行孕育和扒渣处理。
3、在浇注铸铁平板铸件过程中要到大流,不断的流、平稳,倒满为止,跑火时要及时堵住漏铸水的部位,并补充铁水,以减少冷隔、浇不足等缺陷。
4、铸造清理铸铁平板过程的控制,清理过程是量具铸件冷却后从铸型中清理量具铸件,以获得表面无缺陷的铸铁平板量具铸件,选择合理的浇注系统,使量具铸件顺序凝固,以得到组织均匀的量具铸件。
更多铸铁平板的详细说明,图片参考:http://www.hbtclj.com/
