免费建立商铺,与百万浙商做生意!
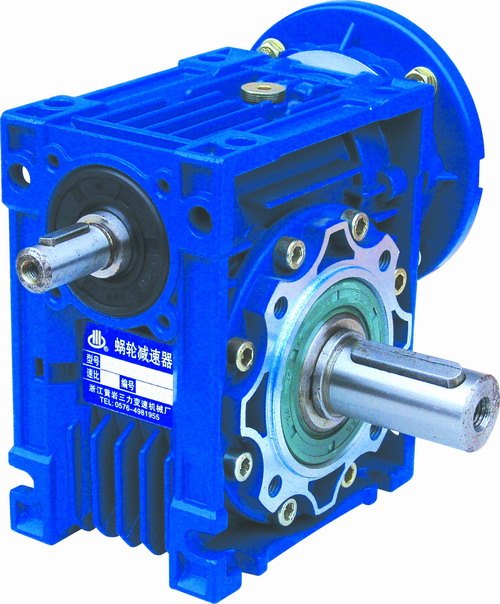
RV63减速机
上海力展RV系列蜗轮蜗杆减速机.减速电机.减速器 联系人:章志勇,手机13585835439, 021-61435459,QQ:3032539428,QQ:592185151
RV减速机型号:
RV型:RV25 RV30 RV50 RV40 RV63 RV75 RV90 RV110 RV130 RV150
NRV型:NRV25 NRV30 NRV40 NRV50 NRV63 NRV75 NRV90 NRV110 NRV130 NRV150
NMRV型:NMRV25 NMRV30 NMRV40 NMRV50 NMRV63 NMRV75 NMRV90 NMRV110 MRV130 NMRV150
JRST型:JRST 25 JRST30 JRST40 JRST50 JRST63 JRST75 JRST90 JRST110 JRST130 JRST150
TCM型:TCM025、TCM030、TCM040、TCM050、TCM063、TCM075、TCM090、TCM110、TCM130、TCM150
产品在符合按国家标准GBl0085-88圆柱蜗轮蜗杆参数基础之上,吸取国内外最先进科技,独具新颖一格的“方箱型”外形结构,箱体外形美观,以优质铝合金压铸而成,具有以下优势性能:
1、机械结构紧凑、体积外形轻巧、小型高效;
2、热交换性能好,散热快;
3、安装简易、灵活轻捷、性能优越、易于维护检修;
4、运行平稳、噪音小,经久耐用;
5、适用性强、安全可靠性大。
目前已广泛应用于各类行业生产工艺装备的机械减速装置,深受用户的好评,是目前现代工业装备实现大扭矩,大速比低噪音、高稳定机械减速传动控制装置的最佳选择。
机工作条件:
1、传动平稳、振动、冲击和噪音均小,减速比大,通用性广,能与各种机械设备配套使用。
2、能以单级传动获得较大的传动比,结构紧凑,大部分型号减速机有较好的自锁性,对有制动要求的机械设备能节省制动装置。
3、蜗杆螺牙与蜗轮齿面的啮合摩擦损耗较大,因此传动效率要比齿轮低,容易发热和温度较高。
4、对润滑和冷却要求较高一些。
5、互配性好,蜗轮蜗杆均按国家的标准制造,轴承、油封等均用标准件。
6、箱体型式有基本型(箱体为带有底脚板的立式或卧式两种结构)和万能型(箱体为长方体,多面设有固定螺孔,不带底脚板或另装底脚板等多种结构型式)
7、输入轴联接方式有基本型(单输入轴及双输入轴)、带电机法兰两种。
8、输出、输入轴位置方向有输入轴在下及在上;输出轴向上及向下;输入轴向上及向下。
9、可用2台或3台减速机组成多级减速机,以获得极大的传动比。
告诉你RV减速机输出轴断裂应这样修复
近日有客户说,在使用RV减速机时发现其输出轴有断裂现象,但却不知识应该怎样修复,同时也不清楚是什么原因造成的,所以今天上海力展减速机有限公司就这一问题相关解决方法分享如下,希望能得到更多人的认可与支持噢! RV减速机的输出轴直径为80mm,材料为经过调质处理的45号钢。由于施工时违规操作,需要采用现场修复工艺,对该轴实施了修复。由于45号钢碳当量大,在焊接时热影响区的淬硬倾向较大,容易产生冷裂纹,且该轴焊接量较大,不可避免地存在着较大的焊接变形和焊接应力。为减小焊接变形,提高焊缝质量,采取焊前预热措施,机加工前再对零件进行相应的热处理,以减缓冷却速度,方便氢的扩散逸出,防止产生冷裂纹,消除焊接应力。热处理后再对焊接部位按照要求进行车削加工,即可达到该轴的尺寸要求。 焊前准备要选择设备及材料,鉴于施工现场条件,对该轴采用手工电弧焊焊接方法。为提高焊缝的抗裂性能及强度,焊接材料采用低氢型J507碱性焊条进行焊接,焊接前将焊条进行1~2 h烘焙,使其温度达到350 ℃,然后存放在100~150℃的保温箱中,使用时取出放在干燥筒内。 焊接前将该轴断裂部位加工平整,同时为减小焊接应力,在焊接坡口的设计上采取了一定措施。首先根据断裂情况及零件直径设计了U型坡口,坡口上宽为20 mm,深度为37 mm 。必须将该轴焊接部位的坡口及钝边表面铁锈、油污、水分及氧化
