免费建立商铺,与百万浙商做生意!
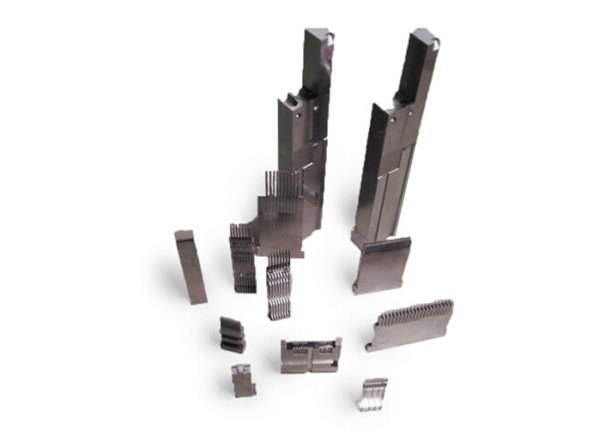
东莞精密模具镶件厂
产品介绍: 设计对模具寿命的影响:
设计是模具生产中的关键步骤、生产的初始环节,把控着模具生产的全过程,因此设计还对模具的使用寿命有着极大的影响,设计主要从以下两个方面影响冲压模具的使用寿命。
【1】、模具的导向机构精度。准确和可靠的导向,对于减少模具工作零件的磨损,避免凸、凹模啃伤影响极大,尤其是无间隙和小间隙冲裁模、复合模和多工位级进模则更为有效。为提高模具寿命,设计时必须根据工序性质和零件精度等要求,正确选择导向形式和确定导向机构的精度。
【 2】、模具(凸、凹模)刃口几何参数。凸、凹模的形状、配合间隙和圆角半径不仅对冲压件成形有较大的影响,而且对于模具的磨损及寿命也影响很大。如模具的配合间隙直接影响冲裁件质量和模具寿命。
东莞精密模具镶件厂模具精度要求较高的,设计中就宜选较小的间隙值;反之则可适当加大间隙,以提高模具寿命。 热处理温度及参考办法: 退火:温度800~880℃,以10~20℃/Hr炉冷至约600℃,硬度在HB269以下; 应力消除:温度650~750℃,炉中冷却 淬火: 预热1:温度550~600℃,每25mm保持30分钟 预热2:温度850~900℃,每1mm保持20 ~30秒 预热3:温度1050~1100℃,每1mm保持20~30秒,适于大型复杂工件 奥斯田铁化:温度1170~1240℃,每1mm保持10~15秒 淬火介质:油、热浴、空气或气体; 回火: 温度540~570℃,每25mm保持60分钟以上,回火次数3次以上,硬度HRC64以上。