免费建立商铺,与百万浙商做生意!
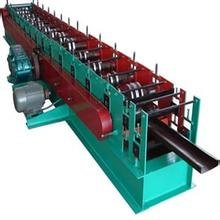
★ 辊压成型系统
1)成型主电机功率: 约22 kW
2)辊压成型系统由机架、传动部件及冷弯成型辊轮组等组成。
3)机架采用型材整体焊接,结构稳固,刚性较好
4)辊轮采用D2钢,经锻造、精密数控加工、表面淬火处理。
5)辊轮轴采用45钢经调质处理,支撑结构形式为立柱式。
6)传动部件为板材成型提供动力,由主电机、主减速器、90度直角转换齿轮传动箱、万向轴等组成。
7)通过手动螺杆调节上下辊间隙,以适应轧制不同厚度的板材。成品板的公差会因不同强度和厚度的基板而变化。
★ 切断系统
切断系统由切断机架,切刀模具,导向装置和切断油缸等组成。
1)切断机架采用焊接框架式,整体刚性良好。
2)采用成型冲切方式切断,有废料产生 切断刀材料为Cr12淬火处理。
3) 切断动力由主机液压站提供。
★ 成品托架
主要用来承托放置成型后的成品板材,以利于操作工的方便搬运。本托料装置由两件宽度符合成品板材宽度,长度为2米的托料架组成,机架为方管型材焊接而成,顶部根据传输的特性设置数个能够自如转动的托辊,底部由调节螺杆组成,以在一定范围内配合板材的出板高度。
★ 电控系统
1)采用PLC控制技术、实现整机自动化生产。
2)系统提供友好人机界面,可设定批次、工件长度、数量等。
3)操作方式:触摸屏+按钮。
4)编码器计数,具有计数及计长功能。
5)采用日本三菱PLC。
★ 液压系统
1)采用外置独立液压站(为冲孔和切断提供动力)。
2)主要阀件采用国内知名品牌。
文章来源于网络,更多信息请点击:
CZ互换檩条机(http://www.cnjgtec.com/)
纵横剪(http://www.cnjgtec.com/zhjxl/)