免费建立商铺,与百万浙商做生意!
铸铁平台的检测及测量说明:一般可用空调使室内达到恒温,但需使铸铁平台、零件与室内的温度一致,否则,由于金属材料的热胀冷缩的特性,使测量结果不准确。另外,如果上述材料已过保质期,本身氧化变质,其油脂中含有低分子有机酸也易引起金属的锈蚀。当我们在使用铸铁平台进行检测时,所需要对温度的要求其实也是很高的,只有当我们在各个方面都把握好的情况下才能测量出细微的形变。关于产品的更多细节请联系客服0317-8036326
杂质和尘埃的存在,空气中的灰尘、铁屑、砂石等杂质,大多具有吸湿性,一旦落到铸铁平板表面上就会成为结晶中心。空气中的水分子在此凝结,使落上灰尘的金属表面长时间处于潮湿状态,容易产生斑点锈蚀。铸铁平台表面加工介质选择不当,零部件加工过程中使用的切削液等加工介质和清洗、防锈材料达不到工艺技术要求,或使用不正确,都会引起金属锈蚀。在铸铁平台上给零件划线或检测时一定要使工件在20℃的室内进行划线或测量.
测试方法是按铸铁平台刚度测试装置在被测铸铁平台工作面上装好测试装置,在不加砝码时,将比较仪的测头与工作面相接触(为使测量准确,可在测头与工作面之间放一块薄的量块)并记下读数。然后按铸铁平台刚度指标规定的载荷在支架上施加砝码,再记下此时比较仪的读数。两次读数之代数差的绝对值,即为该铸铁平台在额定载荷下的挠度值。
卸下负载后观察比较仪是否恢复到空载时的读数,若未能复原,则应其原因并重新测试。
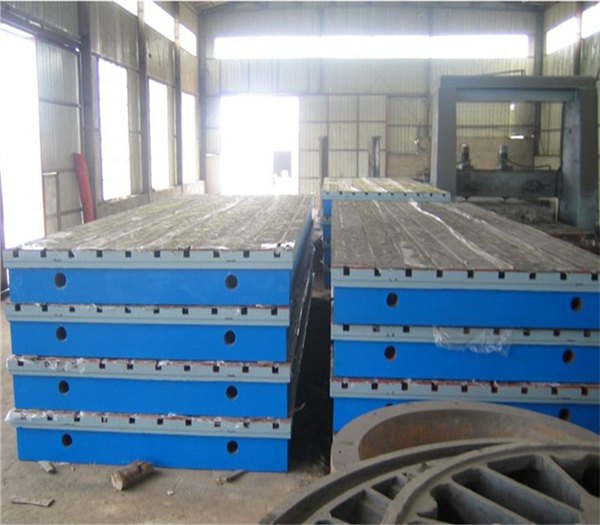
铸铁平台生产方案
1)我公司根据要求仔细审核图纸,确认图纸,制作生产计划表。
2)根据双方确认好的图纸制作模型(消失模)。同时铸造准备原材料,并对进厂原材料进行化验分析,符合材质要求。
3)模型进行树脂造型,造型完毕开始涂刷涂料。
4)铸型装配,准备好沙箱等铸造设备开始等待孕育好的铁水进行浇注。
5)铁水浇注砂型中,开始焖火,随之进行开箱落砂。
6)铸造毛坯开始清砂,完毕后检验毛坯尺寸、机械性能等。
7)第一次回火后,温度530摄氏度,恒温2-3小时,48小时以上,炉温降至200摄氏度以下,出炉自然冷却,载入下一道工序。
铸铁平台加工:铸铁平板毛坯首次回火完毕运送机加工车间,使用龙门刨床按图纸进行粗加工,预留出平台的变形量及刮研余量。
初加工铸铁平板完毕后,转入回火窑,进行平台的二次回火处理。二次回火完毕后,平台转入龙门铣床进行加工。刮研完毕后,使用合像水平仪初次检验无误后使用光学测量仪进行二次检验平台精度。喷漆包装入库等待发货
