免费建立商铺,与百万浙商做生意!
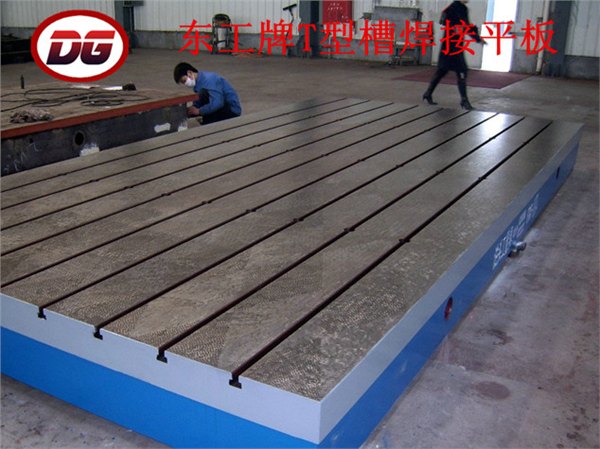
吉林厂家批发焊接平板 ht200大型装配焊接平板
吉林焊接平板\装配焊接平板的材质:高强度铸铁HT200-300,工作面硬度为HB170-140,经过两次人工时效处理,铸件清砂后进行第一次人工时效处理,粗刨且进行第二次时效处理,彻底消除内应力,从而使该产品的精度稳定,耐磨性能好。
焊接平板\装配焊接平板加工注意事项:
1.焊接平板\装配焊接平板的装夹:焊接平板\装配焊接平板通常采用撑板直接在工作台上进行装夹,它所产生的夹紧力十分有利于对焊接平板\装配焊接平板的装夹。
2.为了保证焊接平板\装配焊接平板装夹的可靠性和稳定性,必须预先将焊接平板\装配焊接平板的两个侧面加工好,否则撑板与焊接平板\装配焊接平板的侧面就不能很好的接触,会使焊接平板\装配焊接平板受力不均而变形。
3.装夹时,必须使焊接平板\装配焊接平板的基准面同工作台面或平垫铁贴紧,不能用手捶使劲敲打铸铁焊接平板,因为焊接平板\装配焊接平板刚性差,易变形、断裂,并且还有弹性,所以越敲打,焊接平板\装配焊接平板越与定位表面不紧和夹不紧,如果焊接平板\装配焊接平板下面的缝隙是由于焊接平板\装配焊接平板底面不平而产生的,则应该用铁皮垫实。
4.此外,在装夹焊接平板\装配焊接平板时夹紧力不能太大,否则会引起焊接平板\装配焊接平板中间凸起,待加工后松开工焊接平板\装配焊接平板,因弹性变形使焊接平板\装配焊接平板中间成凹形。
5.切削用量:刨焊焊接平板\装配焊接平板时,切削力要小,夹紧力也要小,那就应采用较小的切削深度(约取0.3~0.5mm以下)和进给量(约取0.1~0.25mm/往复行程),以及正常的切削速度,并适当的冷却润滑液进行切削。
6、焊接平板\装配焊接平板的铸件成分,组织及性能不合格的特征和发现方法:如果焊接平板\装配焊接平板材质太硬或者太软,铸件断面的宏观组织和微观组织不符合标准或技术条件,用断面观察,化学分析,金相检查,硬度试验等可以发现。
焊接平板\装配焊接平板工作面采用刮削即人工刮研工艺,焊接平板\装配焊接平板的精度:焊接平板\装配焊接平板按国家标准计量检定规程执行,分别为、1级、2级、3级。
焊接平板\装配焊接平板规格为:1000*1000—4000*10000,常规国标焊接平板\装配焊接平板均有现货,异性产品可按客户要求设计定做。
焊接平板\装配焊接平板安装时就要调至水平板、负荷均匀分布于各支点上,环境温度(20±5)℃,使用焊接平板\装配焊接平板时应避免振动。焊接平板\装配焊接平板使用注意事项:焊接平板\装配焊接平板使用时应把表面清理干净,工件固定牢固,焊接完成后及时把工件卸下,防止平板变形,虽然该焊接平板\装配焊接平板有耐腐蚀性,也不可以把它存放在潮湿阴暗处,要定期焊接平板\装配焊接平板的精确度。
保证工作质量为了防止焊接平板\装配焊接平板发生有害的变形,在发装焊接平板\装配焊接平板时,要将支承支在主支点处,支承时,尽量将焊接平板\装配焊接平板的工作面调整到水平面内。检验完毕或划线完毕后,要把工件抬下来,不得长时间放在焊接平板\装配焊接平板上,使用完毕,要及时擦净焊接平板\装配焊接平板的工作面,然后涂上一层防锈油,如果比较长时间不用,最好涂上一层黄油,然后铺一层白纸。最好用木板制作的一个专用罩,不用时,用罩子将平板罩住,严禁水滴在焊接平板\装配焊接平板上。
更多焊接平板\装配焊接平板的详细说明,图片参考:http://www.btdgjx.com/ztpbpt/50.html
