免费建立商铺,与百万浙商做生意!
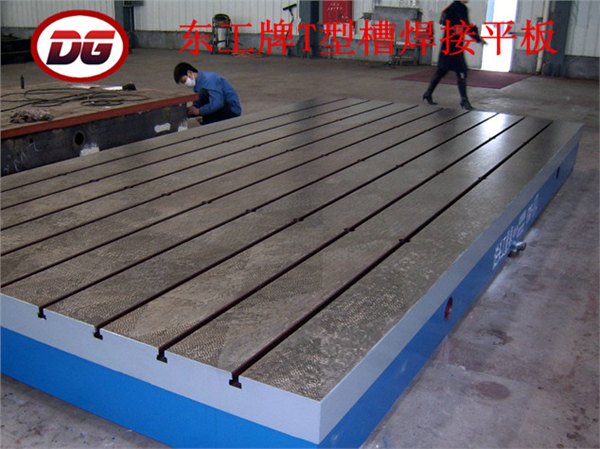
河南定做焊接平板1500x2000 装配校正三维焊接平板平台
河南焊接平板\三维焊接平板材质:高强度铸铁HT200-300工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)使焊接平板\三维焊接平板的精度稳定,耐磨性能好。
焊接平板\三维焊接平板的检验方法:
1、焊接平板\三维焊接平板工作面上不应有锈迹、划痕、碰伤及其他影响使用的外观缺陷。
2、焊接平板\三维焊接平板工作面上不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷。各铸造表面应彻底清除型砂,且表面平整、涂漆牢固,各税边应修钝。
3、焊接平板\三维焊接平板的相对两侧面上,应有安装手柄或吊装位置的设置、螺纹孔或圆柱孔。设置吊装位置时应考虑尽量减少因吊装而引起的变形。
4、 焊接平板\三维焊接平板应经稳定性处理和去磁。
5、焊接平板\三维焊接平板工作面与侧面以及相邻两侧面的垂直公差为12级(按GB1184—80《形状位置公差》规定)。
6、焊接平板\三维焊接平板工作面的硬度应为HB170—220或187—255之间。
焊接平板\三维焊接平板规格:1000x1000—3000x6000,(特殊规格根据需方图纸制作。)
焊接平板\三维焊接平板的生产工艺流程:
1、毛坯:按技术要求制图纸、按图纸制作木型、配料、造型、烘干、浇铸、落沙、清理、检验毛坯的各部位
2、机械加工:外观检验并划线、加工、检验
3、焊接平板\三维焊接平板工件调平、人工刮研、检验科检验
4、焊接平板\三维焊接平板的外观处理、喷漆、包装、入库。
焊接平板\三维焊接平板加工时应该注意:
1.焊接平板\三维焊接平板的装夹:焊接平板\三维焊接平板通常采用撑板直接在工作台上进行装夹,它所产生的夹紧力十分有利于对焊接平板\三维焊接平板的装夹。
2.为了保证焊接平板\三维焊接平板装夹的可靠性和稳定性,必须预先将焊接平板\三维焊接平板的两个侧面加工好。否则撑板与焊接平板\三维焊接平板的侧面就不能很好的接触,会使焊接平板\三维焊接平板受力不均而变形。
3.装夹时,必须使焊接平板\三维焊接平板的基准面同工作台面或平垫铁贴紧,不能用手捶使劲敲打铸铁焊接平板,因为焊接平板\三维焊接平板刚性差,易变形、断裂,并且还有弹性,所以越敲打,焊接平板\三维焊接平板越与定位表面不紧和夹不紧,如果焊接平板\三维焊接平板下面的缝隙是由于焊接平板\三维焊接平板底面不平而产生的,则应该用铁皮垫实。
4.此外在装夹焊接平板\三维焊接平板时夹紧力不能太大,否则会引起焊接平板\三维焊接平板中间凸起,待加工后松开工焊接平板\三维焊接平板,因弹性变形使焊接平板\三维焊接平板中间成凹形。
5.切削用量:刨焊接平板\三维焊接平板时,切削力要小,夹紧力也要小,那就应采用较小的切削深度(约取0.3~0.5mm以下)和进给量(约取0.1~0.25mm/往复行程),以及正常的切削速度,并适当的冷却润滑液进行切削。
更多焊接平板\三维焊接平板的详细说明,图片参考:http://www.btdgjx.com/ztpbpt/50.html
